荣誉资质


相关资讯
- 1500吨四柱液压机模压玻璃钢猪食槽、管道管件
- 2000吨玻璃钢汽车保险杠模压液压机现场图片来啦
- 1500吨新材料竹塑托盘模压液压机厂家哪里有?
- 五梁四柱800吨石墨匣钵液压机厂家如何选?
- 630吨三梁四柱液压机压陶瓷粉末一体成型
- 1200吨汽车配件成型液压机浙江客户一次定做6台
- 1200吨粒子钢压块机价格是多少?定做工期?
- 1200吨压滤机聚丙烯滤板模压液压机特点与工艺
- 1000吨塑料建筑模板液压机模压一次成型
- 1200吨塑料托盘成型液压机多少钱一台?
- 1200吨哑铃配重块液压机的加压方式
- 1200吨牛羊舔砖液压机(1200T盐砖机)安装调试步骤
- 1200吨石墨匣钵成型液压机操作方法与压力调节
- 1000吨冲压锚杆托盘液压机及生产线的特点
- 滕州2000吨石墨坩埚液压机厂家哪家好?
- 1600吨粒子钢热压块机及粒子钢自动化生产线
- 1500吨碳素坩埚液压机厂家哪里有?哪家好?
- 1000吨锚索托盘成型液压机可冲压多少锚托盘?
- 1200吨四柱液压机压制汽车顶盖拉伸一次成型
- 玻璃钢化粪池液压机技术参数详细解读

咨询热线:
18306370898
固话:0632-5850029
邮箱:2335650447@qq.com
地址:滕州市经济开发区春藤路999号1800吨电梯配重块成型液压机_铁粉配重块热压机
- 咨询热线:0632-5850029
-

产品详情
联系我们
1800吨电梯配重块成型液压机_铁粉配重块热压机
|
电梯配重块,又称为电梯对重块,是设置在电梯的对重系统中,用于增加对重系统的重量,从而达到平衡轿厢以及部分载荷的重量,提高曳引能力,减少曳引机功率的目的的配重块。目
|
产品简介
----------------------------------------------------------------------
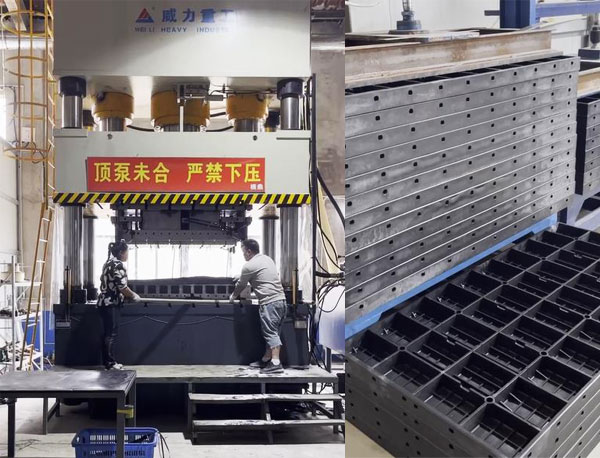
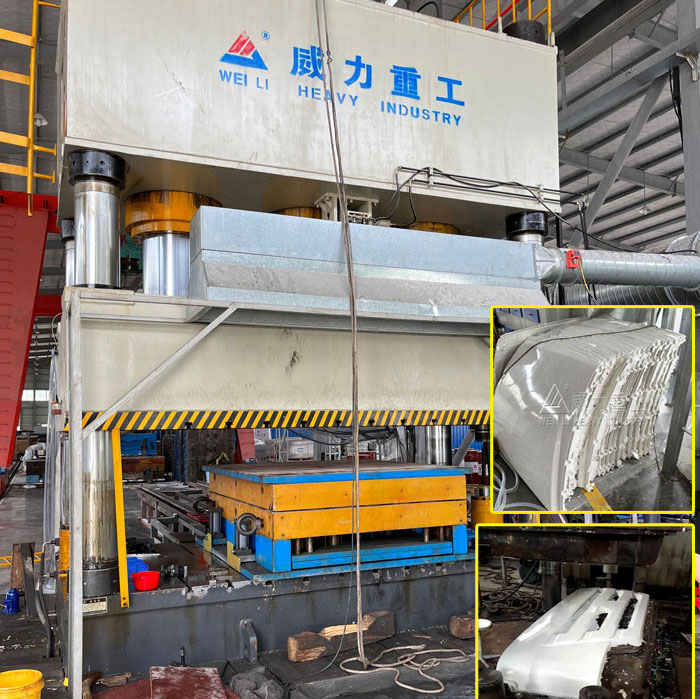
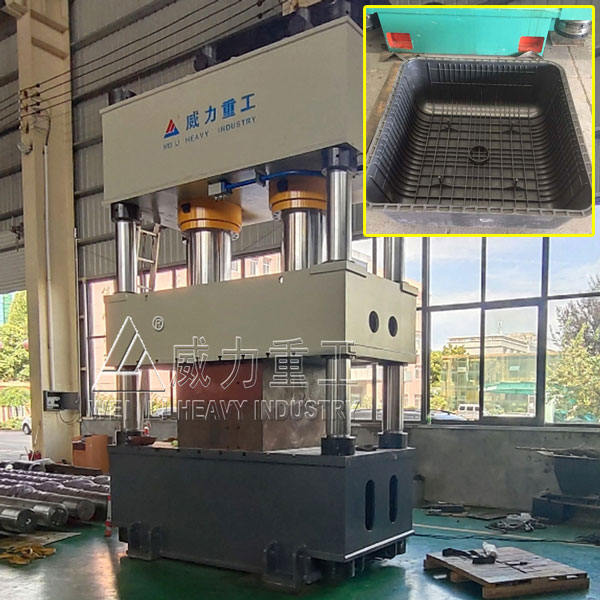
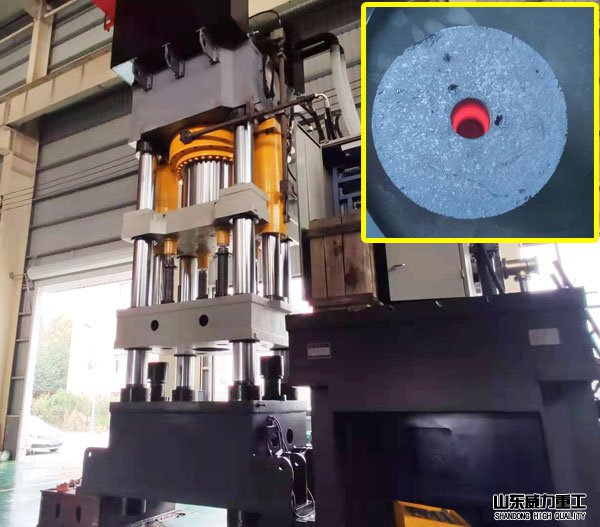
电梯配重块,又称为电梯对重块,是设置在电梯的对重系统中,用于增加对重系统的重量,从而达到平衡轿厢以及部分载荷的重量,提高曳引能力,减少曳引机功率的目的的配重块。目前比较流行的电梯配重块是铸铁配重块(翻砂配重块),是以熟铁屑、废钢屑、铁矿渣、铁粉、石墨、煤渣、炼钢炉废渣、氧化铁等为原料,通过电梯配重块热压成型液压机施加压力,在模具的配合下,塑形压制而成的。根据配重块的尺寸与密实度来选择合适吨位的电梯配重块成型液压机,常用的有1500吨、1800吨、2500吨、3000吨、3500吨、4500吨等铁粉配重块热压机。山东威力重工近期为客户设计生产的这台1800吨电梯配重块成型液压机_铁粉配重块热压机设备具有适应范围广、加热温度低(节能,且成品氧化程度低)、成品密度高等特点,是公司经过多年的客户服务实践积累的技术和经验进行优化设计而成的一款专门用于铁粉热压成型电梯配重块液压机,吨位合理,机体结构强度高。采用四梁四柱式结构,脱模方面,高效、节能。
电梯配重块的生产设备除了1800吨电梯配重块成型液压机_铁粉配重块热压机之外,还需要金属破碎机,全自动控温炉,输送带,布料器、模具等,原料经磁选、筛分、水洗后,均匀混合,并进行预加热,将加热好的原料,通过称重和计量装置、分料器、布料器,传给给电梯配重块热压成型液压机压制成型,成型后产品自然冷却即可。不过,随着生产过程中不断实践创新,目前很多客户为了节约前期投入成本,多采用先冷压,在热压的工艺。及将准备的铁粉原材料,放在1800吨四柱液压机模具内,施加一定压力,压制成电梯配重块毛坯,将电梯配重块毛坯加热到一定稳定后,在放到液压机内配合模具进行二次加压,直到达到客户需要的密度即可。这种生产工艺省去了控温炉等大的投资成本,生产效果高,压制成型电梯配重块密实度高。是目前电梯配重块的理想生产工艺。山东威力重工设计生产的这台1800吨电梯配重块成型液压机设备,可将铁粉冷压成型,也可用于铁粉热压成型,是一款多功能粉末成型液压机设备,机器强度高,经久耐用,使用寿命长等优点。

1800吨电梯配重块成型液压机液压系统的工作原理:
主缸运动过程:
(1) 快速下行——当按下1800吨电梯配重块成型液压机_铁粉配重块热压机下行启动按钮后,电磁铁1DT、5DT通电吸合。低压控制油使电液换向阀6 切换到右位,同时经电磁阀8 使液控单向阀9 打开。主泵1经电液换向阀6的右位,单向阀13向主缸16上腔供油,主缸下腔液压油经液控单向阀9、电液换向阀。
(2) 慢速加压——慢速接近工件加压当主缸滑块22上的挡铁23到达接近开关SQ2的位置时,电磁铁5DT断电,电磁阀8处于常态位,液控单向阀9关闭。主缸液压油经背压阀10、电液换向阀6的右位、电液换向阀。由于回油路上有背压力,滑块单靠自重就不能下降,主泵1供给的液压油使它下行,速度减慢。这时1800吨电梯配重块成型液压机_铁粉配重块热压机主缸上腔压力升高。充液阀14 关闭。
来自主泵1的液压油推动活塞使滑块慢速接近工件,当主缸活塞的滑块抵住工件后,阻力急剧增加,上腔液压油压力进一步提高,主泵1的排油量自动减小,主缸活塞以很慢的速度对工件加压。
(3) 保压——当1800吨电梯配重块成型液压机_铁粉配重块热压机主缸上腔的液压油压力达到设定值时,压力继电器12发出信号,使电磁铁1DT断电,电液换向阀6回复中位,将主阀上、下油腔关闭。同时主泵1的流量经电液换向阀6、电液换向阀21的中位进行卸载。单向阀13保证了主阀上腔良好的密封性,主缸上腔维持高压。保压时间可由时间继电器调整,时间继电器受压力继电器12控制。
(4) 卸压、快速回程——1800吨电梯配重块成型液压机_铁粉配重块热压机保压时间结束时,时间继电器发出控制信号使电磁铁2DT通电,或当压制成型时由接近开关SQ3发出控制信号使电磁铁2DT通电,主缸处于回程状态。当电液换向阀6切换至左位后,主缸上腔还未卸压,压力很高,卸荷阀11处于开启状态,主泵1的液压油经电液换向阀6的左位、卸荷阀11流回至油箱。这时主泵1在低压下运转,该压力不足以打开液控单向阀14的主阀芯,但能打开液控单向阀14中的卸载小阀芯,主阀上腔的液压油经此卸载小阀芯的开口而流回充液箱15,压力逐渐降低。该过程一直持续到主缸上腔压力降到较低值时,卸荷阀11 关闭,主泵1的供油压力升高,推开液控单向阀14的主阀芯。

1800吨电梯配重块成型液压机_铁粉配重块热压机采用四梁四柱结构,双向加压成型系统,使设备运行起来稳定、动作可靠;该压力机由主机、液压系统和控制机构三大部分组成,通过管路及电气装置来构成整体,主机包括机身、主缸、限程装置等;控制机构包括电器箱、移动操纵台等组成,液压系统由液压泵站(动力系统)组成。
性能特点:
1、1800吨电梯配重块成型液压机_铁粉配重块热压机送料精度高,控制产品尺寸精度可达0.02mm;
2、粉腔高度可根据要求在控制上进行调整;
3、可选配双向加压,使成型产品任何部位受力均匀;
4、上下硬度一样,避免上硬下软的问题;
5、浮动中模(厚度15cm以上);
6、集成化程度高任意选择受力模式;
7、电脑控制,数据库保存压装模式,可调出使用。
8、1800吨电梯配重块成型液压机_铁粉配重块热压机在所施压力范围内可使其定位精度高,可输入理想的压制特性和速度程序,以达到极高的精度,可以保压和精确地实现各种动作程序;特别是采用合适的压力泵系统,提报设备的生产率;
9、可以配置辅助的气动装置和液压装置,以实现1800吨电梯配重块成型液压机_铁粉配重块热压机多动作的功能,同时采用液压过载装置,可以调节施加在冲头上的压力,防止由于装料过满而出现的过载;
10、可配置高精度模架、模具,模架更换方便,上冲头有延缓回程装置,脱模时可避免压坯开裂,采用拉下式模架,可用于压制复杂形状、密度均匀、高精度的压坯;同时还配置有自动送粉、反射式光电保护、超负荷显示和粉末单重控制等装置;
11、我们不断研发新技术,1800吨电梯配重块成型液压机_铁粉配重块热压机向高效率、高精度、多动作、微机控制方向发展。

设备结构:由主机、液压系统和控制系统组成等组成,详情如下:
1、主机
1800吨电梯配重块成型液压机_铁粉配重块热压机采用四梁四柱结构,由上、下横梁,活动梁、立柱、模具等组成。上下横梁和活动梁采用整体铸钢件,经加工而成,可保证成型机的使用寿命;四根立柱起到导向作用,保证压制过程中不会压坏模具,采用45号钢,表面镀硬铬;模具是铁粉制品的成型部件,选用优质钢材,经特殊工艺加工而成,提高其强度和耐磨性。
2、液压系统
它是1800吨电梯配重块成型液压机_铁粉配重块热压机的压力来源,由液压泵、液压阀、油箱、过滤器、冷却器、油管、油缸等液压元件组成,液压泵、液压阀选用国内大厂家产品,在保证设备性能的同时,还可降低故障率;过滤器安装在回油管路,用于过滤油液中杂质、油泥等,起到保证液压系统的作用;冷却器用于对回油进行冷却,在1800吨电梯配重块成型液压机_铁粉配重块热压机长时间连续运行后,油液温度升高,它可将液压系统稳定控制在允许范围内。
油缸是1800吨电梯配重块成型液压机_铁粉配重块热压机的成型部件,由专业厂家提供,不仅成本低,而且质量有保障;油箱由优质钢材焊接而成,经特殊处理,不生锈,而且是根据液压泵流量和设备工作强度设计。

3、控制系统
1800吨电梯配重块成型液压机_铁粉配重块热压机由PLC可编程控制器、电器元件和控制柜等部件组成,通过液晶显示屏可控制设备的压力、压制、保压、排气时间,根据设备的运行环境,可调整为全自动、手动和半自动控制模式。




 2335650447
2335650447 

订购:1800吨电梯配重块成型液压机_铁粉配重块热压机
