荣誉资质


相关资讯
- 1500吨四柱液压机模压玻璃钢猪食槽、管道管件
- 2000吨玻璃钢汽车保险杠模压液压机现场图片来啦
- 1500吨新材料竹塑托盘模压液压机厂家哪里有?
- 五梁四柱800吨石墨匣钵液压机厂家如何选?
- 630吨三梁四柱液压机压陶瓷粉末一体成型
- 1200吨汽车配件成型液压机浙江客户一次定做6台
- 1200吨粒子钢压块机价格是多少?定做工期?
- 1200吨压滤机聚丙烯滤板模压液压机特点与工艺
- 1000吨塑料建筑模板液压机模压一次成型
- 1200吨塑料托盘成型液压机多少钱一台?
- 1200吨哑铃配重块液压机的加压方式
- 1200吨牛羊舔砖液压机(1200T盐砖机)安装调试步骤
- 1200吨石墨匣钵成型液压机操作方法与压力调节
- 1000吨冲压锚杆托盘液压机及生产线的特点
- 滕州2000吨石墨坩埚液压机厂家哪家好?
- 1600吨粒子钢热压块机及粒子钢自动化生产线
- 1500吨碳素坩埚液压机厂家哪里有?哪家好?
- 1000吨锚索托盘成型液压机可冲压多少锚托盘?
- 1200吨四柱液压机压制汽车顶盖拉伸一次成型
- 玻璃钢化粪池液压机技术参数详细解读

咨询热线:
18306370898
固话:0632-5850029
邮箱:2335650447@qq.com
地址:滕州市经济开发区春藤路999号1000吨热锻液压机
- 咨询热线:0632-5850029
-

产品详情
联系我们

1000吨热锻液压机
|
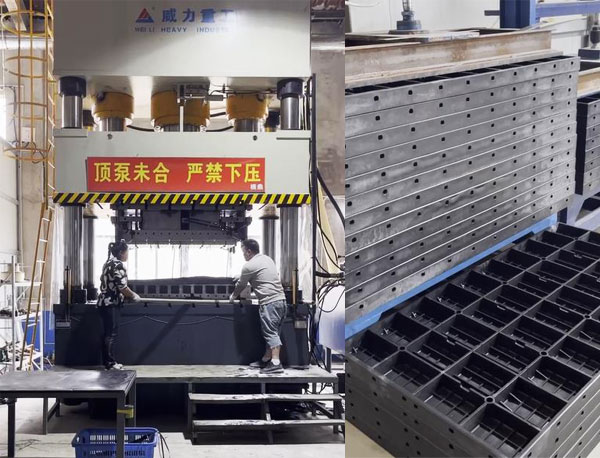
1000吨热锻液压机机身结构采用三梁四柱式结构设计,主要用于法兰毛坯锻造成型,又称1000T法兰锻造液压机、1000吨热模锻液压机。在制造工艺上,法兰分为锻造、铸造两种方式,锻造法
|
产品简介
----------------------------------------------------------------------
1000吨热锻液压机机身结构采用三梁四柱式结构设计,主要用于法兰毛坯锻造成型,又称1000T法兰锻造液压机、1000吨热模锻液压机。在制造工艺上,法兰分为锻造、铸造两种方式,锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,钨钢铰刀机械性能优于铸造;具有更高的剪切力喝拉伸力。使用1000吨热锻液压机锻造法兰毛坯一般由几下工序组成:优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。法兰毛坯热锻液压机常用吨位有:1000吨四柱液压机、1200吨、1500吨、1600吨、2000吨框架式热锻造液压机,威力重工可根据工艺需求设计定制,采购咨询张经理18306370898(可加微信)性能特点:
1、液压系统有多级超载保护、油温报警、油位报警保护等自动保护装置,电器系统采用成熟的PLC控制,能够确保设备及操作者的安全。压下工作缸均采用大流量充液阀与副油箱同时供液,能够实现快速充油、补油、提升时的回油,有效地节省了锻造辅助时间,提高了锻造效率。设备安装有可靠的冷却循环系统,能够稳定地控制温升,保证系统安全可靠的运行。
2、采用四柱导向结构,导向精度高,抗侧向力强,适用于压制精度要求高、不对称产品。
3、采用锻钢精加工、加厚处理,具有刚性好,抗变形力强特点。
4、活动工作台由上向下运动,提高了产品加工精度及操作安全。
5、本机具有快速工进,慢速靠模功能,提高生产效率与模具使用寿命。
6、具有快速成型、节能、环保等主要特点。
可选附件:
1.移动工作台;
2.冲裁缓冲装置;
3.光电保护装置;
4.行程、压力、速度数显、数控装置;
5.触摸式工业显示屏;
6.液压系统加热、冷却装置;
7.打料装置;
8.滑块安全栓;
9.模具加热及温控装置;
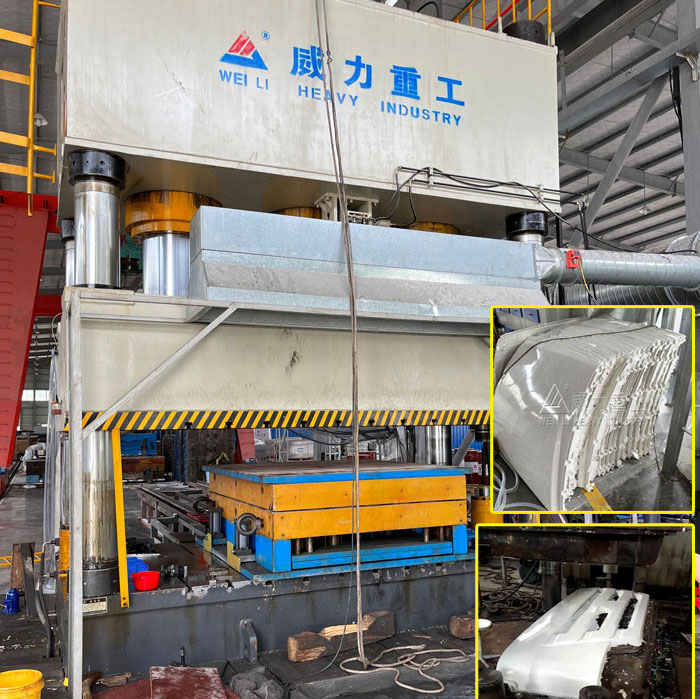
产品展示:





设备结构说明:
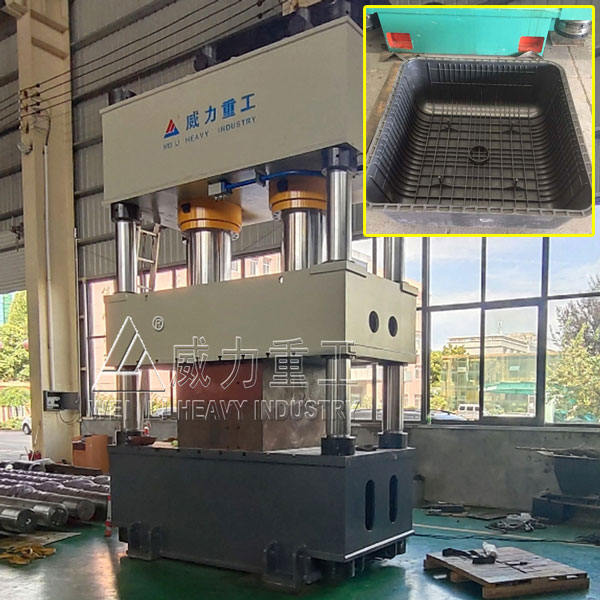
1、机身
1000吨热锻液压机机身由上横梁,活动横梁及下横梁用四根立柱连接起来,通过螺母固紧而组成一个封闭的钢性框架承受液压机工作时的作用力,动梁和主缸活塞杆法兰连接,以立柱为导向上下移动。上横梁,活动横梁、下横梁及液压垫为整体焊接件。动梁的滑动部位设有加油孔,定时加油,以便润滑运动部位。
2、行程限位装置
行程限位装置由导向板和行程开关组成。分别分为上限位开关,下限电开关,快转慢开关,共3个为一组。调节不同的开关位置,即可改变活动横梁在上、下端的停止位置。调好后,应将锁紧螺母锁紧。在定压成型中,下开关只能做下端极限位置的控制(起保护作用),不能作压制行程的控制;在定程成型中,行程开关起到超压保护作用。下缸有下缸上限位开关,下缸下限位开关组成。保证下缸到达设定位置停止。
3、油缸
油缸缸体,锻打内孔磨加工成型。活塞杆材质45#锻件。
4、液压系统
液压系统由液压传动和控制系统。主要由油箱、油泵、插装阀、冷却、过滤等组成。通过电气系统控制电磁换向阀实现压力机的各种动作。
(1)油箱
油箱为钢板焊接件。表面及内部经过严格除渣,酸洗处理。油箱起边高出盖板,防治油液露出。
(2)插装阀
采用BCV系列插装阀总成,结构简单紧凑,响应快内泄小,流量大,抗污染,维护方便使用寿命长。
(3)压力表
1000吨热锻液压机使用抗震油压表,显示精度高,不易损坏。电接点压力表时刻检测主缸上腔压力,到达设定压力停止压制,实现定压返程。
(4)压力安全
插装阀自身带有压力调整系统,压力超过设定值溢流回油。使系统始终保持在设定压力以内,达到超压保护。
安全操作事项:
1、不了解1000吨热锻液压机结构性能或操作程序者不应擅自开动机器;
2、机器在工作过程中,不应进行检修和调整模具;
3、当机器发现严重漏油或其它异常(如动作不可靠、噪声大、振动等)时应停车分析原因,设法排除,不得带病投入生产:
4、不得超载或超过大偏心距使用:
5、严禁超过滑块的大行程,模具闭合高度不得小于600mm。
6、电气设备接地必须牢固可靠:
7、每天工作结束:将滑块放至低位置。
山东威力重工设计生产有三梁四柱型800T自由锻造液压机、1000吨热锻液压机、1250T自由锻造液压机、1600T自由锻造液压机、2000T热模锻液压机、2500T自由锻造油压机、3150T自由锻造液压机、4000T自由锻造液压机、5000T自由锻造液压机、6000T自由锻造液压机。自由锻压机主要运用于金属材料自由锻造的各种工艺,如:镦粗、冲孔、马杠扩孔、错移、粗转、切割、弯曲、拔长等。公司还可根据工艺需求设计成框架式结构的热锻液压机设备,采购了解更多详细信息咨询张经理:18306370898(可加微信)
本文由:1000吨液压机厂家 搜集整理
带颈对焊法兰的锻造工艺分两种:
一:模锻;即将钢材原料在加热炉中升温至1200C,然后放入相应规格的模具内锻造成型。2"-10"(DN50-DN250)的需要将内孔用特定的冲头冲孔。
二:是自由锻。将原料在加热炉升温至1200C,然后将方料锻成圆饼形状,冲孔,用专用设备(滚杠和马架)将冲孔的原料扩孔至需要的尺寸。适合于(DN300-DN3000)以上规格。

山东威力重工设计生产有三梁四柱型800T自由锻造液压机、1000吨热锻液压机、1250T自由锻造液压机、1600T自由锻造液压机、2000T热模锻液压机、2500T自由锻造油压机、3150T自由锻造液压机、4000T自由锻造液压机、5000T自由锻造液压机、6000T自由锻造液压机。自由锻压机主要运用于金属材料自由锻造的各种工艺,如:镦粗、冲孔、马杠扩孔、错移、粗转、切割、弯曲、拔长等。公司还可根据工艺需求设计成框架式结构的热锻液压机设备,采购了解更多详细信息咨询张经理:18306370898(可加微信)
本文由:1000吨液压机厂家 搜集整理



 2335650447
2335650447 

订购:1000吨热锻液压机
