荣誉资质


相关资讯
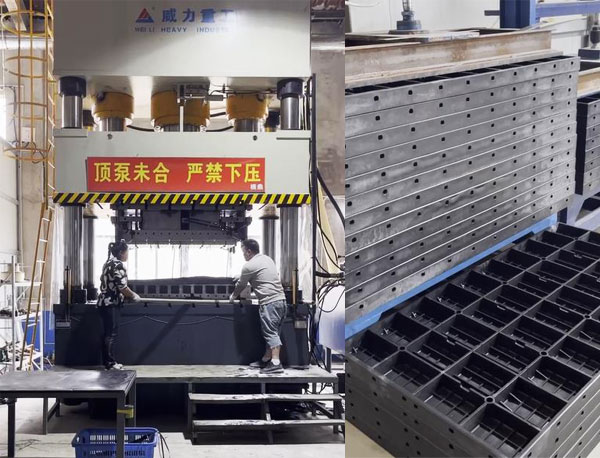
- 1500吨四柱液压机模压玻璃钢猪食槽、管道管件
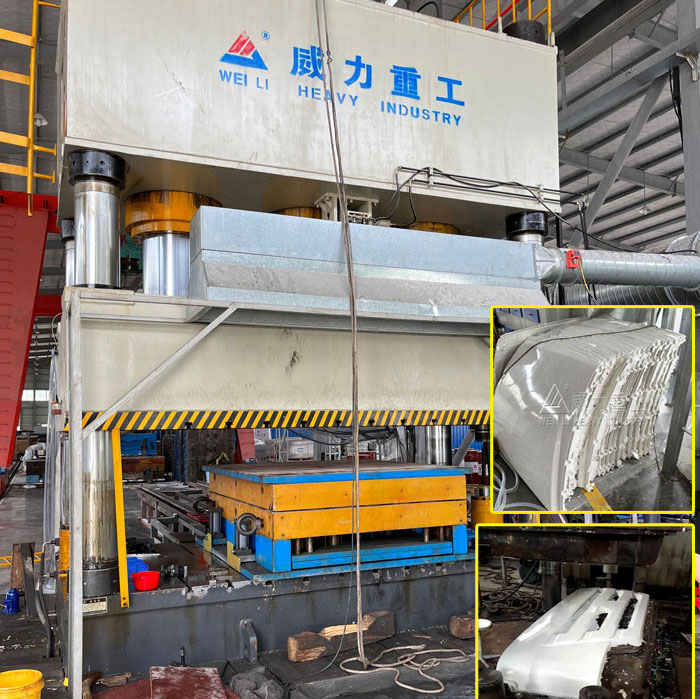
- 2000吨玻璃钢汽车保险杠模压液压机现场图片来啦
- 1500吨新材料竹塑托盘模压液压机厂家哪里有?
- 五梁四柱800吨石墨匣钵液压机厂家如何选?
- 630吨三梁四柱液压机压陶瓷粉末一体成型
- 1200吨汽车配件成型液压机浙江客户一次定做6台
- 1200吨粒子钢压块机价格是多少?定做工期?
- 1200吨压滤机聚丙烯滤板模压液压机特点与工艺
- 1000吨塑料建筑模板液压机模压一次成型
- 1200吨塑料托盘成型液压机多少钱一台?
- 1200吨哑铃配重块液压机的加压方式
- 1200吨牛羊舔砖液压机(1200T盐砖机)安装调试步骤
- 1200吨石墨匣钵成型液压机操作方法与压力调节
- 1000吨冲压锚杆托盘液压机及生产线的特点
- 滕州2000吨石墨坩埚液压机厂家哪家好?
- 1600吨粒子钢热压块机及粒子钢自动化生产线
- 1500吨碳素坩埚液压机厂家哪里有?哪家好?
- 1000吨锚索托盘成型液压机可冲压多少锚托盘?
- 1200吨四柱液压机压制汽车顶盖拉伸一次成型
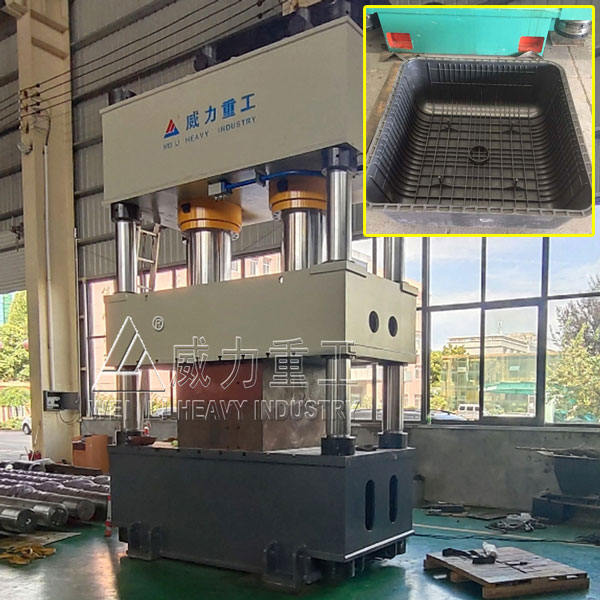
- 玻璃钢化粪池液压机技术参数详细解读

咨询热线:
18306370898
固话:0632-5850029
邮箱:2335650447@qq.com
地址:滕州市经济开发区春藤路999号1200吨快速热锻机_汽车齿轮专用液压机
- 咨询热线:0632-5850029
-

产品详情
联系我们

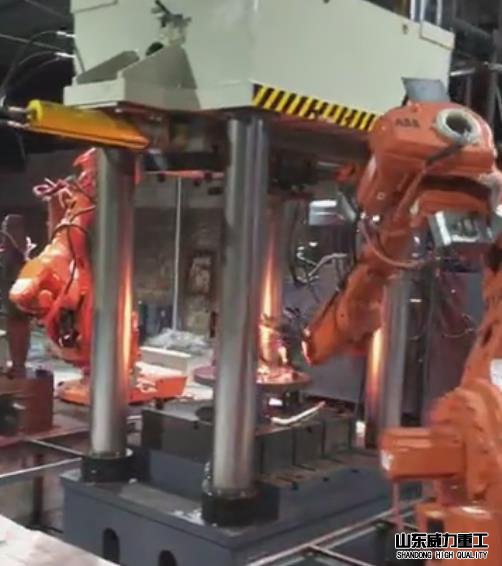
1200吨快速热锻机_汽车齿轮专用液压机
|
锻造齿轮是加工齿轮毛坯,毛坯经过反复捶打,细化了组织,使齿轮内部结构更加紧密,从而提高了齿轮的承载能力。模锻仍然是汽车齿轮件广泛使用的锻造工艺,近年来锻造技术在轴
|
产品简介
----------------------------------------------------------------------
锻造齿轮是加工齿轮毛坯,毛坯经过反复捶打,细化了组织,使齿轮内部结构更加紧密,从而提高了齿轮的承载能力。模锻仍然是汽车齿轮件广泛使用的锻造工艺,近年来锻造技术在轴类上得到了大范围使用,电动螺旋压力机就特别适合比较复杂的的锻件,它不仅锻造精度高、后序工艺余量小,而且效率高,尤其是近年来发展迅速的伺服技术,在齿轮锻造精度方面有广泛的应用。 齿轮坯锻造工艺:先拨,开坯处理后,再下料锻造,用这种方式生产,质量比较有保证,不会出现在外圈有单个缺陷超标,造成探伤不合格的情况。山东威力重工机床有限公司设计生产有400吨、500吨、800吨、1000吨‘、1200吨、1500吨、1600吨、2000吨四柱热镦机、5000吨斗齿热模锻液压机设备等,采购欢迎咨询张经理。张经理:18306370898(可加微信)
1000吨快速热锻机
机器结构性能:
1、1200吨快速热锻机_汽车齿轮专用液压机机身为四柱式结构,受力件经优化设计,外形美观,经济适用。可根据要求设计框架式热锻液压机
2、充液箱容积增大,保证快速充液,减少上压时间。增大散热面积,降低油温。
3、主机三梁端面模量较大,提高三梁的刚度,大大延长了寿命。
4、主缸与活塞杆均采用优质锻件,提高了可靠性。
5、主杆采用四螺母结构,提高了预紧性能,能长期保持精度的稳定性。
6、活塞杆与立柱表面,采用淬火,镀硬铬,提高了耐磨性,防止表面腐蚀划伤。
7、1200吨快速热锻机_汽车齿轮专用液压机采用先进的插装阀,结构紧凑,减少了管路连接,提高了系统的密封性,减少渗漏。
8、动力系统采用浸油立式泵组。减少噪音,吸油效果好,
9、压力表采用耐震压力表,并安有压力表节门,便于维修。
9、压力表采用耐震压力表,并安有压力表节门,便于维修。
10、主缸密封采用进口货国内优选件。
11、1200吨快速热锻机_汽车齿轮专用液压机电气控制系统有继电器和PLC二种控制方案供选择,由PLC控制的电气系统、工作灵敏可靠,柔性好;操作按钮集中于面板并设有活动按钮站,操作方便;具有调整,双手单次循环二种操作方式
12、1200吨快速热锻机_汽车齿轮专用液压机滑块可实现定程、定压两种控制方式,具有保压、延时等功能;工作压力,行程大小可根据工艺需要在规定范围内可调。

1200吨快速热锻机_汽车齿轮专用液压机结构组成:
1200吨快速热锻机_汽车齿轮专用液压机结构组成:
一、主要机械部件、机构:
1.1 1200吨快速热锻机_汽车齿轮专用液压机机身采用三梁四柱式结构,上梁、工作台通过立柱和紧固螺母、调整螺母结合成一个固定机架,机架精度靠调节螺母调整,具有良好的强度、刚度和精度保持性。
1.2 上梁、工作台、滑块等大件为钢板焊接件,经计算机优化设计,其强度、刚性、结构、防变形性等均满足标准和使用要求,且有充裕的安全系数;采用二氧化碳气体保护焊加手工电弧焊焊接,焊接质量达到要求,通过时效震动处理消除变形应力。
1.3 滑块:箱形结构的钢板焊接件,四柱导向孔处导向套材料为纳米分子复合材料,具有良好的耐麽性和精度保持性。滑块下平面有T形槽用于安装模具。
1.4 上梁:箱形结构的钢板焊接件,内装有主工作油缸,上面装有充液油箱等。
1.5 工作台:钢板焊接结构件,与上梁、滑块通过立柱连成主机。
1.6 油缸:采用五缸设计,布置在上横梁孔内,采用双道进口密封圈密封,导向部分采用焊铜处理,密封好耐磨性强,油缸体的材料为45号锻钢,锻件为3锻件经过超声波探伤检测合格,调质处理硬度合格。
1.7 工作台下方有顶出装置,主要用于顶出、退料等工艺,也可用于反拉伸制件的成型工艺。
1.8 立柱:材料为45#锻钢,经调质处理,表面镀硬铬,增加耐磨性能,硬度合格。
1.9 螺母材料为45#锻钢,与立柱上的螺纹相配,锁紧机身。
1.10 限位装置:位于主机机身右侧,行程开关控制上下极限位置,调节上下限位开关即调节滑块上下运动位置。

压制成型的锻造齿轮毛坯

齿轮锻造毛坯
二、液压系统:
2.1 1200吨快速热锻机_汽车齿轮专用液压机有独立的液压动力机构,由泵、电机、阀集成块、油箱等组成,动力机构中包括油液过滤,液位显示等多种装置。
2.2 液压系统采用二通插装阀,具有体积小、结构紧凑、流阻小、流量大、动作灵敏、工作可靠、密封性能好、维修方便、使用寿命长等特点。主缸下腔有二级支承系统,确保在某一元件突然失灵的情况下滑块不会下落。系统设有调压阀,调整主缸上腔压力。
2.3 主油泵为轴向柱塞泵,性能稳定。
2.4 1200吨快速热锻机_汽车齿轮专用液压机油箱为钢板焊接结构,设有油标便于观测油位,空气滤清器、阀集成块等在油箱盖板上方有序排列。
2.5 1200吨快速热锻机_汽车齿轮专用液压机主要液压管路采用法兰连接,并设有布局合理的抗震管夹,以防止高压管道的震动和泄漏,管道安装前进行酸洗和钝化处理,以保证油液的清洁度。
2.6 压力表:1200吨快速热锻机_汽车齿轮专用液压机使用抗震压力表,不易损坏,电接点压力表时刻显示主缸上腔压力,达到设定压力停止工作,有效起到保护作用。
2.7 压力安全:插装阀自身带有压力调整系统,压力超过设定值溢流回油,使系统始终保持在设定压力内,到达超压保护作用。
三、电气系统:
3.1 1200吨快速热锻机_汽车齿轮专用液压机设有独立的电气控制系统,继电器或PLC控制系统(PLC另加价),采用按钮集中控制。
3.2 1200吨快速热锻机_汽车齿轮专用液压机电源为AC380V,50HZ; 指示灯电压为380V。

四、操作系统:
1、 可实现调整和半自动两种操作方式。
2、调整(点动):操作相应的功能按钮完成相应的动作,每按一次按钮完成相应动作的一次点动,主要用于设备调整及更换模具时。
3、半自动:按压工作按钮,完成一次工艺循环。
(半自动动作也可跟据用户要求设定)
4、滑块行程由行程控制装置调整。
5、主缸由远程调压阀进行调压。
五、 安全装置:
5.1 静止及急停按钮:发生异常时按“静止”按钮,动作停止。按“急停”按钮,包括电机停止运行。
5.2 电机控制部分有热保护器、断路器等装置,保护电机过载免受损坏及过流短路保护。
5.3 主缸下腔控制块设有防滑下落装置及安全阀,滑块可静止在任意位置,防止滑块失控下滑。
5.4 超载保护:液压系统回路设有安全阀,油压超过设定值时液压系统自动溢流限压,保护设定值可调,确保1200吨快速热锻机_汽车齿轮专用液压机不会超载工作。
5.5 超压保护:电接点压力表时刻显示主缸上腔压力,达到设定压力停止工作,有效起到超压保护作用。
操作方式和工艺动作:
1、压机可实现定程和定压两种工作方式。
2、压机设调整、手动、半自动(双手单次循环)三种操作方式。用转换开关转换,按钮集中控制。
(1)调整:按下某一工作按钮,即有相应动作,抬手即停,主要用于机器调整。此动作无快速。
(2)手动:按下某一工作按钮,即相应完成一个动作。
(3)半自动(双手单次循环):按压双手下行按钮,压机连续完成一个规定的单次循环过程。在双手单次循环中,根据工作需要,液压垫可选择作液压垫、作顶出、不参与工作等方式。
四柱液压机调试:
1、1200吨快速热锻机_汽车齿轮专用液压机的地基,由供方提供图纸,需方负责具体的施工。
2、产品在供方厂装配完毕后,及时通知需方具体的发货时间及安装所需的准备工作。
3、供方负责设备在需方使用现场的安装的调试工作,需方配合,并提供安装所需的起重设备、水、电及必需条件。
4、1200吨快速热锻机_汽车齿轮专用液压机在需方现场的安装调试过程中,供方 对需方相关技术人员进行免费培训和技术资询服务。
5、安装调试完毕,按签订的合同双方共同验收。
6、公司负责对设备进行调试并指导安装,用户派员配合,提供必要的吊装工具。
锻造直齿齿轮工艺步骤:
第一步,锻造第一齿轮胚,齿轮钢坯料材料为20Cr2Ni4,规格为Φ60圆钢,下料长度78mm,重量1.73kg,下料后加热至1150±50℃,镦粗后置入齿轮坯模(结构和尺寸如图1)中锻打满模腔得到第一齿轮坯,将第一齿轮坯(结构和尺寸如图2)立即送入初锻模,此时齿轮坯表面温度为950±50℃;
第二步,得到第二齿轮坯,将第一齿轮坯沿初锻模模腔入口端向其出口端进行冲压,当第一齿轮坯到达初锻模出口端时成为第二齿轮坯,第二齿轮坯温度为850±50℃;
第三步,得到第三齿轮坯,被冲压至初锻模出口端的第二齿轮坯继续被向下冲压进终锻模后,将终锻模从初锻模底部取下并对终锻模两端的齿轮坯余料做打平处理得到第三齿轮坯,将第三齿轮坯取出空冷,取出时第三齿轮坯温度为700±50℃;
第四步,得到成品齿轮坯,当第三齿轮坯温度降到500±50℃时,将齿轮坯冲压经过拉光模得到成品齿轮坯。
一套锻造直齿齿轮模具,包括齿轮坯模、初锻模4、终锻模6和拉光模,初锻模(采用3Cr2W8V热模钢)的入口端上盖有向导盖3,向导盖上开有与初锻模入口同心的圆孔,并且该圆孔的直径与第一齿轮坯直径相当。。

1000吨齿轮快速热锻机(汽车齿轮专用液压机)配合模具进行热模锻热压,速度快,有一次性加热锻造齿轮经过初锻模、终锻模两套模具的锻造过程,短短几分钟时间就完成了滚齿机漫长的加工过程。节省钢材,比切削加工节省20%钢材。工序的节省,跟传统加工工艺相比,节省了车外圆工序和滚齿工序,降低了能耗,提高了生产效率。锻造齿轮的金相结构完整合理,抗弯强度高、使用寿命长。。
本文由:四柱液压机厂家 搜集整理



 2335650447
2335650447 

订购:1200吨快速热锻机_汽车齿轮专用液压机
