1200吨汽车顶棚内饰成型液压机热压成型工艺特点
文章出处:www.sizhuyeyaji.net 人气: 发表时间:2019-12-26 16:45
1200吨汽车顶棚内饰成型液压机热压成型工艺特点
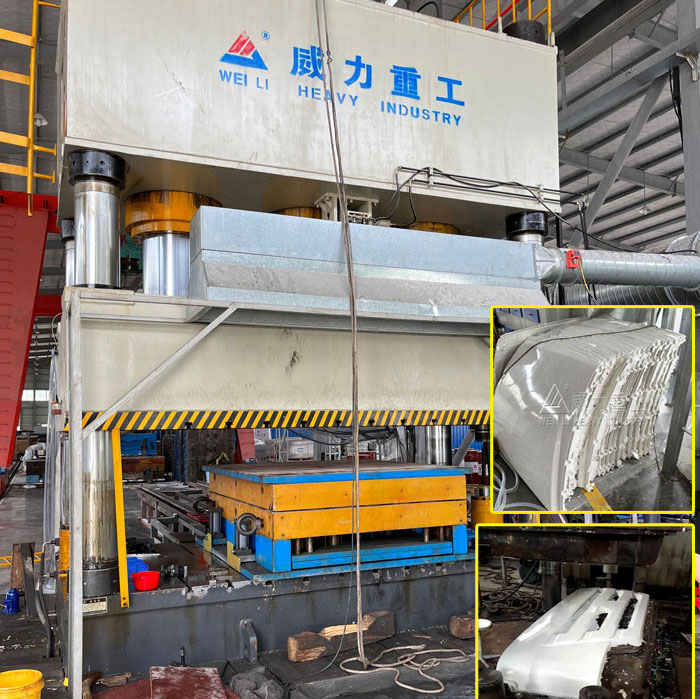
汽车顶棚的生产工艺一般分为两种工艺,一种是干法工艺,另一种是湿法工艺。这两种工艺都需要经过高温热压模具成型。汽车顶棚生产一般情况下是采用热塑性材料,在1200吨汽车顶棚内饰成型液压机的压力的作用下,与模具配合,完成热压成型工艺。
在汽车内饰顶棚热压生产过程中,模具需要有一定的温度控制。湿法工艺生产一般是直接对内饰模具进行加热,所以对模具温度控制的精确度比较高,一般直接在模具内部做油路,所以模具的均匀性也比较高。当然这也就增加了一定量的成本。

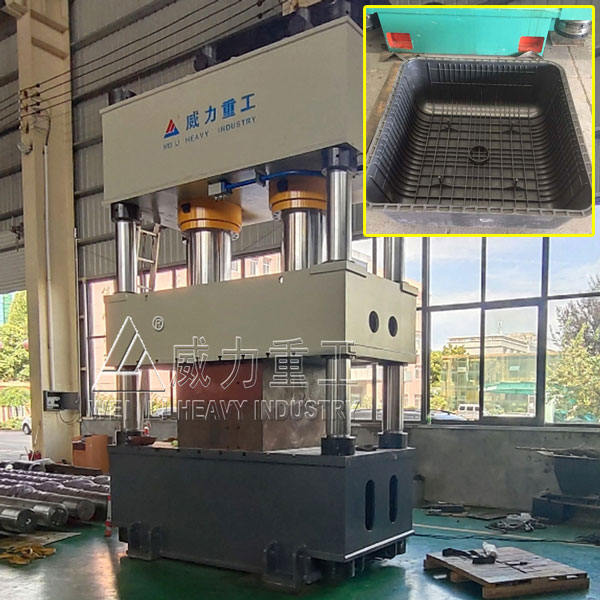
压制成型的电动车内饰顶棚
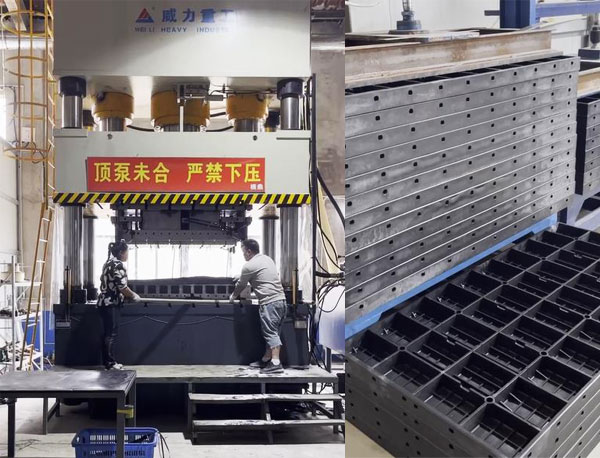
1200吨汽车顶棚内饰成型液压机设计结构可采用整体框架式、四柱式两种结构,采用计算机优化设计,液压系统上置式,占地面积小,液压控制采用插装阀集成系统,动作可靠,维修方便,使用寿命长,液压冲击小。独立的电气控制系统,采用按钮集中控制,具有调整、双手单次循环两种操作方式。通过操作面板选择,可实现定程、定压两种成型工艺,并具有保压、延时等性能。作压力、行程根据工艺需要在规定范围内可调,设有移动工作台,更换模具方便。
汽车顶棚内饰成型液压机压制成型五个工艺流程:
(1) 第一阶段一预热预压阶段。此阶段的主要目的是使树脂熔化,去除挥发物、浸渍纤维,并且使树脂逐步固化至凝胶状态。此阶段的成型压力为全压的1/3-1/2。
(2) 第二阶段-中间保温阶段 。这一阶段的作用是使胶布在较低的反应速度下进行固化。保温过程中应密切注意树脂的流胶情况。当流出的树脂已经凝胶,不能拉成细丝时,应立即加全压。
(3) 第三阶段-升温阶段。目的在于提高反应温度,加快固化速度。此时,升温速度不能过快,否则会引起暴聚,使固化反应放热过于集中,导致材料层间分层。

1200吨汽车内饰顶棚成型液压机
(4) 第四阶段-热压保温阶段。目的在于使树脂能够充分固化。从加全压到整个热压结束,称为热压阶段。而从达到指定的热压温度到热压结束的时间,称为恒温时间。热压阶段的温度、压力和恒温时间,也是由配方决定。
第五阶段-冷却阶段 。在保压的情况下,采取自然冷却或者强制冷却到室温,然后卸压,取出产品。冷却时间过短,容易使产品产生翘曲、开裂等现象。冷却时间过长,对制品质量无明显帮助,但是使生产效率明显降低。
采购汽车顶棚内饰成型液压机咨询山东威力重工,张经理:18306370898(可加微信)
本文由:1200吨液压机厂家 收集整理
采购汽车顶棚内饰成型液压机咨询山东威力重工,张经理:18306370898(可加微信)
本文由:1200吨液压机厂家 收集整理
下一篇:1000吨玻璃钢电表箱模压液压机油缸下滑问题? 上一篇:上一篇:高速公路防撞护栏板拉伸成型液压机功率计算方
此文关键字:1200吨,汽车,顶棚,内饰,成型,液压机,热压,工艺,

同类文章排行
- 1500吨四柱液压机模压玻璃钢猪食槽、管道管件
- 2000吨玻璃钢汽车保险杠模压液压机现场图片来啦
- 1500吨新材料竹塑托盘模压液压机厂家哪里有?
- 五梁四柱800吨石墨匣钵液压机厂家如何选?
- 630吨三梁四柱液压机压陶瓷粉末一体成型
- 1200吨汽车配件成型液压机浙江客户一次定做6台
- 1200吨粒子钢压块机价格是多少?定做工期?
- 1200吨压滤机聚丙烯滤板模压液压机特点与工艺
- 1000吨塑料建筑模板液压机模压一次成型
- 1200吨塑料托盘成型液压机多少钱一台?
很新资讯文章
- 如何检测四柱油压机的保压性是否稳定
- 如何解决四柱液压机下行抖动问题
- 如何开启四柱液压机智能化的春天
- 1600吨耐火砖四柱液压机齿轮泵出现供油不均原因
- 如何正确调整四柱液压机的压力
- 排量对山东四柱油压机油泵的影响
- 四柱液压机电器如何进行抗干扰
- 四柱液压机安装伺服阀是一个精细的活
- 封头拉伸四柱1000吨液压机上顶缸和下顶缸区别
- 800吨拉伸液压机液压系统时快时慢是怎么回事?
- 玻璃钢化粪池液压机技术参数详细解读
- 了解1600吨化粪池液压机主缸主要零部件
- 如何选择500吨鱼饵全自动四柱液压机O型密封圈?
- 大型封头拉伸液压机冷加工封头特点?
- 四柱式1200吨液压机加工法兰热压成型工艺
- 1000吨液压机应用于耐火砖粉末成型
- 630吨石英石水槽液压机液压泵流量计算方法
- 315吨井盖成型液压机缸筒与端面链接方法
- 1000吨化粪池模压液压机主缸出现不泄压
- 液压机加工汽车冲压件震动太大怎么办?
您的浏览历史

