四柱1600吨红冲模锻液压机锻造阀门阀体工艺?
文章出处:www.sizhuyeyaji.net 人气: 发表时间:2020-03-12 09:49
1600吨红冲模锻液压机锻造阀门的工艺?
红冲模锻液压机也称热模锻液压机、自由锻造液压机。阀体是石油机械阀门中的一个主要零部件,在阀体毛坯锻造中得到了广泛应用。阀门锻造一般是在高温下对材料进行热锻挤压成型的方法。锻造阀门就是锻打出来的,一般都是用在等级高的管路上,口径比较小,一般都在 DN50 以下。一般次序为:锻坯下料;锻坯加热;辊锻备坯;模锻成形;切边;冲孔;纠正等。威力重工设计生产有1600吨阀门红冲模锻液压机设备,了解该设备参数、价格等相关信息,欢迎咨询张经理:18306370898(可加微信)

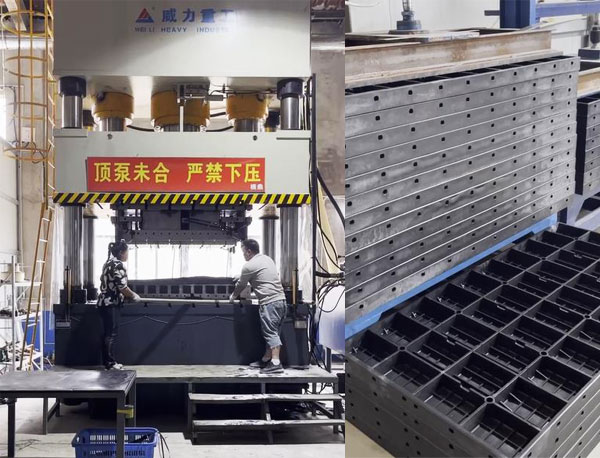
阀门锻造液压机车间加工生产中
锻造阀门是利用1600吨红冲模锻液压机对金属阀门坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。锻造按成形方法可分为开式锻造(自由锻)和闭模式锻造。按变形温度锻造又可分为热锻、温锻和冷锻。锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、钛、铜等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属等。金属在变形前的横断面积与变形后的模断面积之比称为锻造比。
锻造阀体工艺方案:
方案一:直接锻造成方块毛坯,尺寸为492mm×657mm×915mm,经过锻后冷却,在锻坯上画线,最后在锯床上锯角。
方案二:先锻造成过渡方块毛坯,锻方截面为510mm×690mm,保证中间方块关键尺寸,用小圆棒在方坯两端进行压痕,以压痕位置为基准用剁刀进行人工分料,然后进行压肩拔长,再将锻坯放在阀体模具上进行表面整形,随后再将阀体两端面进行平整,最终毛坯成形为三段方体。
方案三:将毛坯锻造成圆柱状,截面圆直径为φ480mm,然后将毛坯上部和底部分别套上模具圈,沿锻坯轴线方向镦粗,当中间锻方满足工艺尺寸后,再将锻坯与模具圈横向放置在锤砧上,锻造毛坯偏心结构。最后,将两端模具圈撤掉,对毛坯进行平整处理,确保锻件的工艺尺寸和表面质量满足要求。

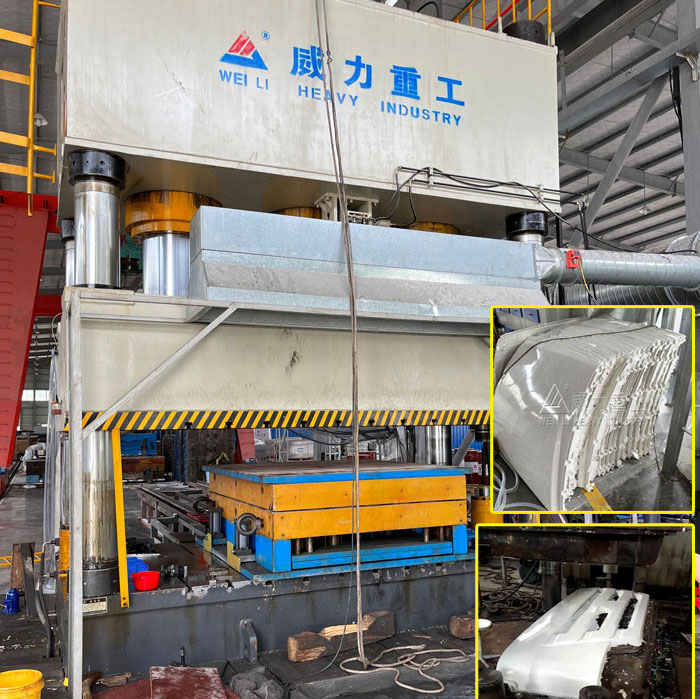
1600吨阀门热锻液压机加工现场
对于阀体锻件成形工艺的选择,应从多角度分析,要结合生产成本与实际生产效率,综合评估选择最佳锻造工艺。选择合适的锻造设备,确定好方案可以与自由锻造液压机厂家联系,由专业的液压机工程师来为您量身确定红冲模锻液压机的机型结构等。山东威力重工可以为您优质的解决方案,了解有关1600吨红冲模锻液压机,欢迎咨询张经理:18306370898(可加微信)
本文由:四柱液压机厂家 搜集真理
本文由:四柱液压机厂家 搜集真理
下一篇:1000吨1200吨热锻液压机可以锻造哪些汽车零部件? 上一篇:上一篇:1600吨自由锻造液压机常见故障?
此文关键字:四柱,1600吨,红冲,模锻,液压机,锻造,阀,门阀,

同类文章排行
- 1500吨四柱液压机模压玻璃钢猪食槽、管道管件
- 2000吨玻璃钢汽车保险杠模压液压机现场图片来啦
- 1500吨新材料竹塑托盘模压液压机厂家哪里有?
- 五梁四柱800吨石墨匣钵液压机厂家如何选?
- 630吨三梁四柱液压机压陶瓷粉末一体成型
- 1200吨汽车配件成型液压机浙江客户一次定做6台
- 1200吨粒子钢压块机价格是多少?定做工期?
- 1200吨压滤机聚丙烯滤板模压液压机特点与工艺
- 1000吨塑料建筑模板液压机模压一次成型
- 1200吨塑料托盘成型液压机多少钱一台?
很新资讯文章
- 四柱液压机选用伺服系统提高功率转换能力
- 山东四柱液压机密封件是怎样储存的呢
- 四柱液压机厂家提醒您合理安排五一假期
- 四柱液压机上使用的压力表的特性
- SMC/BMC新能源汽车配件专用液压机调试安装工作
- 如何解决三梁四柱液压机低速时颤动问题
- 滕州液压机厂家教您正确使用泵站
- 机械自动化发展对400吨锚杆托盘四柱三梁液压机
- 四柱液压机缸筒和活塞杆是怎么连接的
- 化粪池压型1600吨液压机液压缸发出不正常响声的
- 伺服化粪池2000吨四柱液压机油压过低的处理方法
- 热镦热模锻成型液压机中设置压力表作用特点
- 2500吨大封头拉伸液压机常用的消音器有哪些?
- 四柱液压机模具的生产现状
- 采购1000吨新能源汽车覆盖件液压机油缸注意事项
- 化粪池1500吨四柱液压机顶缸不退回原因
- 影响630吨双瓮化粪池四柱液压机的三个主导因素
- 如何防止四柱液压机出现滑车
- 改善1250吨玻璃钢化粪池四柱液压机压力小的问题
- 630吨钢屑压块机铁销压饼机立柱油缸设计结构
您的浏览历史

