1200吨快速锻造液压机可一次热锻成型法兰毛坯
文章出处:www.sizhuyeyaji.net 人气: 发表时间:2021-12-29 14:07
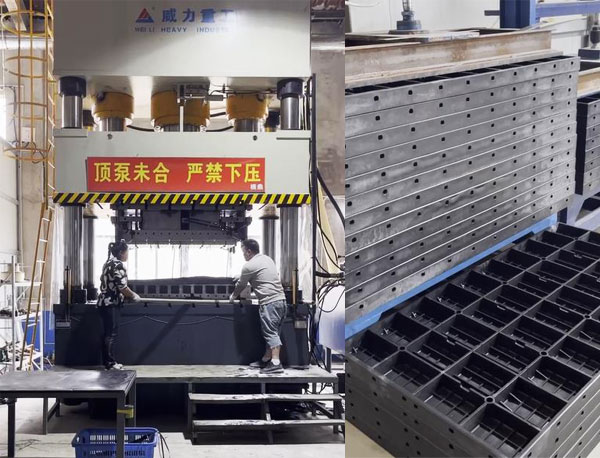
锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;法兰锻造成型需要法兰锻造液压机和法兰成型模具。法兰锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。山东威力重工可为客户提供定做法兰模锻液压机和法兰锻造液压机设备,机身结构有四柱式、框架式、组成式等多种结构供客户选择。本机为一台1200吨快速锻造液压机,专门用于锻造法兰毛坯。

锻造法兰的基本工艺:当锻造法兰为自由锻造时,锻件的形状通过一些基本的变形工序逐步锻造成的。自由锻造的基本工艺是镦粗、拉深、冲孔、弯曲和切割。具体的步骤如下:
A、下料:用带锯机将圆钢棒料锯成一定规格的圆钢段坯料,要求锯口不得有偏斜;
B、加热;把圆钢段坯料放到750W中频炉加热,加热温度控制在1150±50°C ;
C、成型;用成型模将加热好的圆钢段坯料成型;钢段坯料加热温度控制在1150±50℃;将加热好的圆钢段坯料放入装在1200T液压机上的法兰成型模具的形腔中;起动液压机,用成型模将加热好的圆钢段坯料压制成型即得到所需规格的法兰锻件。
法兰成型模具:
包括有上模和下模,上模和下模抵合后,在它们之间形成一个边缘大小和形状与成型锻件相同的形腔,上模包括上模垫板,具有台阶和突出头部的上模冲头,将上模冲头压接在上模垫板上的上模冲头固定板;下模包括具有突出部的下挤冲头,一端开设有与成型锻件边缘相同形腔的下挤压模,下挤冲头具有突出部的一端与下挤压模连接,另一端与下模把连接。
包括有上模和下模,上模和下模抵合后,在它们之间形成一个边缘大小和形状与成型锻件相同的形腔,上模包括上模垫板,具有台阶和突出头部的上模冲头,将上模冲头压接在上模垫板上的上模冲头固定板;下模包括具有突出部的下挤冲头,一端开设有与成型锻件边缘相同形腔的下挤压模,下挤冲头具有突出部的一端与下挤压模连接,另一端与下模把连接。

1200吨法兰快速锻造液压机
法兰锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按法兰锻件质量的大小,生产批量的多少选择不同的锻造方法:
1、模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
2、自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。

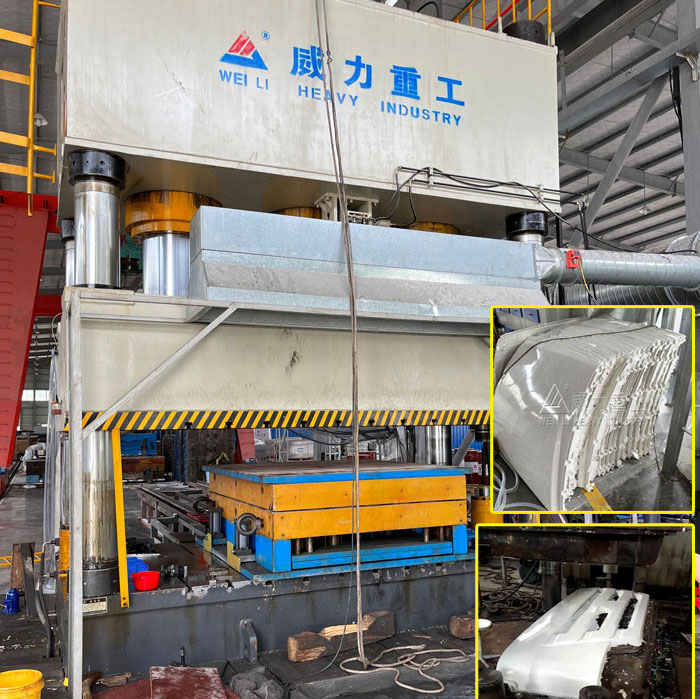
法兰锻造过程

1200吨液压机快速锻造法兰毛坯
法兰锻造过程
1200吨快速锻造液压机的特点:
1、机身采用整体铸造或钢板焊接结构,刚性强、不变形;设有专用上、下顶料装置,满足锻造工艺要求;
2、1200吨法兰快速锻造液压机采用液压过载保护,安全、可靠;并设有手动、自动复位装置,可供用户自行选用;
3、行程速度高,减少了锻件与模具接触时间,从而提高了模具使用寿命;机身侧面开有送料孔,更加方便了加工工件的工艺设计;
4、装模高调节采用电动调节,提高了效率;并设有防撞联锁保护装置;
5、离合器——制动器采用气动摩擦系统,双联阀控制,动作平稳、噪音低;润滑系统根据用户需要可配置手动、机动、自动控制的浓油或稀油润滑;
6、根据用户不同需要,可配置纯气垫或气、液增压气垫。
7、1200吨法兰快速锻造液压机电气控制系统采用普通继电器和PLC电器控制系统供您选择,操作安全。
8、根据用户要求可采用数显智能控制(装模高度、自动滑润系统、吨位显示等功能
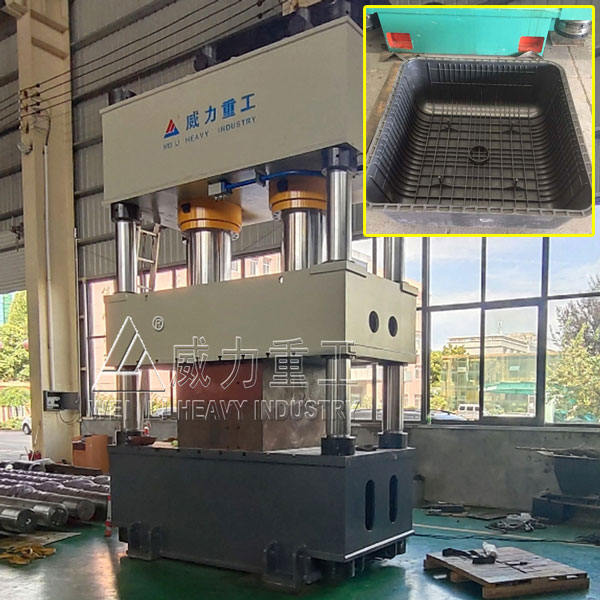
1200吨液压机快速锻造法兰毛坯
这台1200吨法兰快速锻造液压机设备采用三梁四柱式结构设计,由四根立柱、上横梁、中横梁、下横梁、连接上横梁与中横梁的工作油缸及连接中横梁与下横梁的回程油缸构成;中横梁与立柱之间设有立柱导向套结构;油缸采用单向柱塞式油缸,其包括安装在上横梁的缸体、置于缸体内的柱塞杆及设在柱塞杆与缸体内壁之间的导向结构和密封件,立柱导向结构包括设在中横梁与每个立柱之间的沿圆周均布的四组由导板和楔板构成的导向组件。

锻造法兰毛坯
1200吨法兰快速锻造液压机的液压系统有多级超载保护、油温报警、油位报警保护等自动保护装置,电器系统采用成熟的PLC控制,能够确保设备及操作者的安全。压下工作缸均采用大流量充液阀与副油箱同时供液,能够实现快速充油、补油、提升时的回油,有效地节省了短找辅助时间,提高了锻造效率。1200吨快速锻造液压机安装有可靠的冷却循环系统,能够稳定地控制温升,保证系统安全可靠的运行。
下一篇:1000吨锚索托盘成型液压机可冲压多少锚托盘? 上一篇:上一篇:1500吨电梯配重块成型液压机保压原理
此文关键字:1200吨,快速,锻造,液压机,可,一次,热锻,成型,

同类文章排行
- 1500吨四柱液压机模压玻璃钢猪食槽、管道管件
- 2000吨玻璃钢汽车保险杠模压液压机现场图片来啦
- 1500吨新材料竹塑托盘模压液压机厂家哪里有?
- 五梁四柱800吨石墨匣钵液压机厂家如何选?
- 630吨三梁四柱液压机压陶瓷粉末一体成型
- 1200吨汽车配件成型液压机浙江客户一次定做6台
- 1200吨粒子钢压块机价格是多少?定做工期?
- 1200吨压滤机聚丙烯滤板模压液压机特点与工艺
- 1000吨塑料建筑模板液压机模压一次成型
- 1200吨塑料托盘成型液压机多少钱一台?
很新资讯文章
- 四柱液压机选用伺服系统提高功率转换能力
- 山东四柱液压机密封件是怎样储存的呢
- 四柱液压机厂家提醒您合理安排五一假期
- 四柱液压机上使用的压力表的特性
- SMC/BMC新能源汽车配件专用液压机调试安装工作
- 如何解决三梁四柱液压机低速时颤动问题
- 滕州液压机厂家教您正确使用泵站
- 机械自动化发展对400吨锚杆托盘四柱三梁液压机
- 四柱液压机缸筒和活塞杆是怎么连接的
- 化粪池压型1600吨液压机液压缸发出不正常响声的
- 伺服化粪池2000吨四柱液压机油压过低的处理方法
- 热镦热模锻成型液压机中设置压力表作用特点
- 2500吨大封头拉伸液压机常用的消音器有哪些?
- 四柱液压机模具的生产现状
- 采购1000吨新能源汽车覆盖件液压机油缸注意事项
- 化粪池1500吨四柱液压机顶缸不退回原因
- 影响630吨双瓮化粪池四柱液压机的三个主导因素
- 如何防止四柱液压机出现滑车
- 改善1250吨玻璃钢化粪池四柱液压机压力小的问题
- 630吨钢屑压块机铁销压饼机立柱油缸设计结构
您的浏览历史

